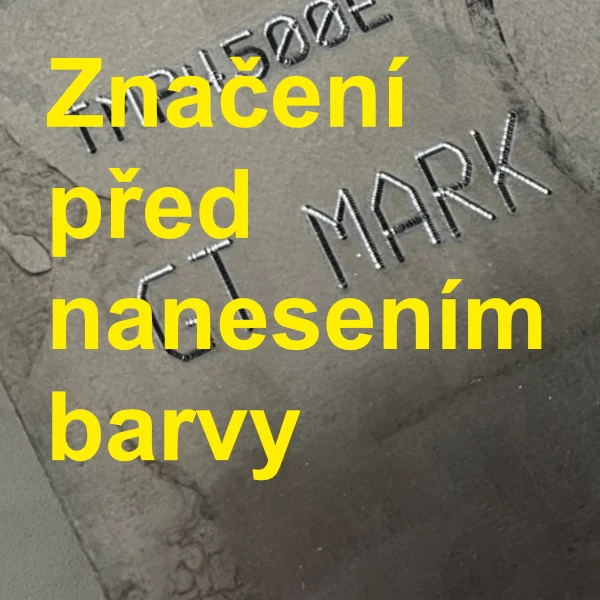
Mikroúderové značení kovů: značení před nanesením barvy
Mikroúderové značení kovů je osvědčená technologie, která zajišťuje trvalé a čitelné značení i po nanesení barvy. V tomto článku se zaměříme na způsoby, jak správně označovat kovové díly před lakováním, aby značení zůstalo viditelné a odolné vůči opotřebení.

Mikroúdery Telesis: precizní razící stroje pro průmysl
Mikroúdery Telesis se vyznačují bezporuchovým provozem i v těch nejnáročnějších pracovních podmínkách, a jsou navrženy pro nepřetržitý chod 24 hodin denně. Mikroúderové stroje lze rozdělit podle technologie pohonu a počtu hrotů:
- Pneumatický mikroúder (PINSTAMP) – Hrot funguje na vzduchovém polštáři bez použití pružiny. Tento mechanismus zajišťuje přesné a hluboké značení, přičemž každý úder čistí a centruje hrot. Lze mít 1 nebo až 21 hrotů.
- Elektromagnetický mikroúder (Benchmark nebo Nomad)
– Pohyb hrotu je řízen elektromagnetem, přičemž sílu ražení lze snadno regulovat pomocí jednoho tlačítka na kontroleru. K dispozici jsou verze pro napájení ze sítě (230V) nebo bateriová verze. U elektromagnetického pohybu si lze vybrat vždy pouze 1 hrot.

Značení před nanesením barvy
Značení kovu před nanesením barvy má svá specifika. Pro značení je vhodné použít spojitý režim ražení, což znamená, že mikroúder značí několik bodů písmena za sebou. Tímto způsobem dosáhneme plynulého výsledku písma, které se hůře zalije barvou a po jejím nanesení je lépe vidět.
Dalším nezbytným krokem je výběr vhodného typu hrotu. Vše závisí na typu a tloušťce nanesené barvy. Obecně se doporučuje použít těžký hrot, například 150SA, s úhlem brusu 90°. Tímto výběrem docílíme dostatečné hloubky ražení a širokého znaku pro dobrou viditelnost.
Typ barvy, povrchové úpravy a tloušťka
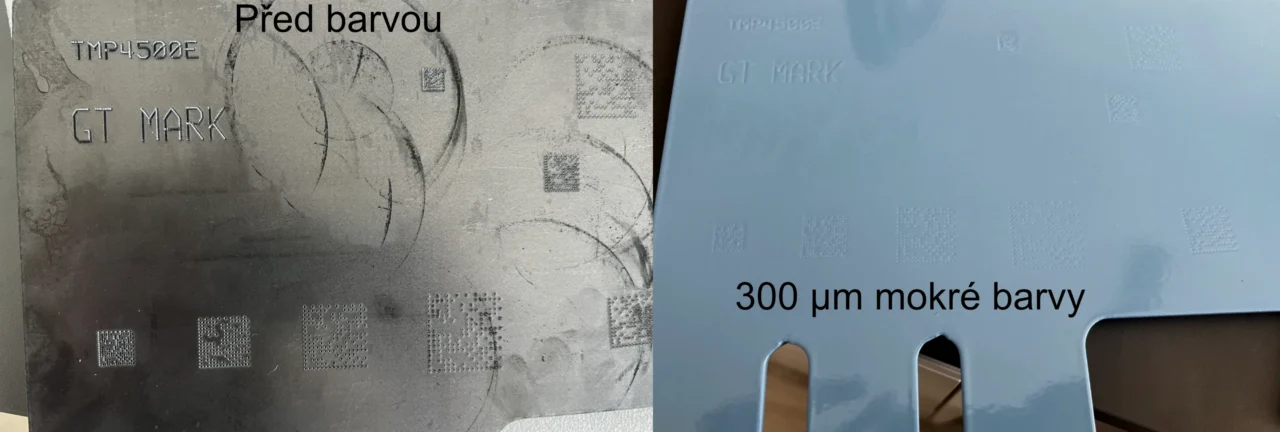
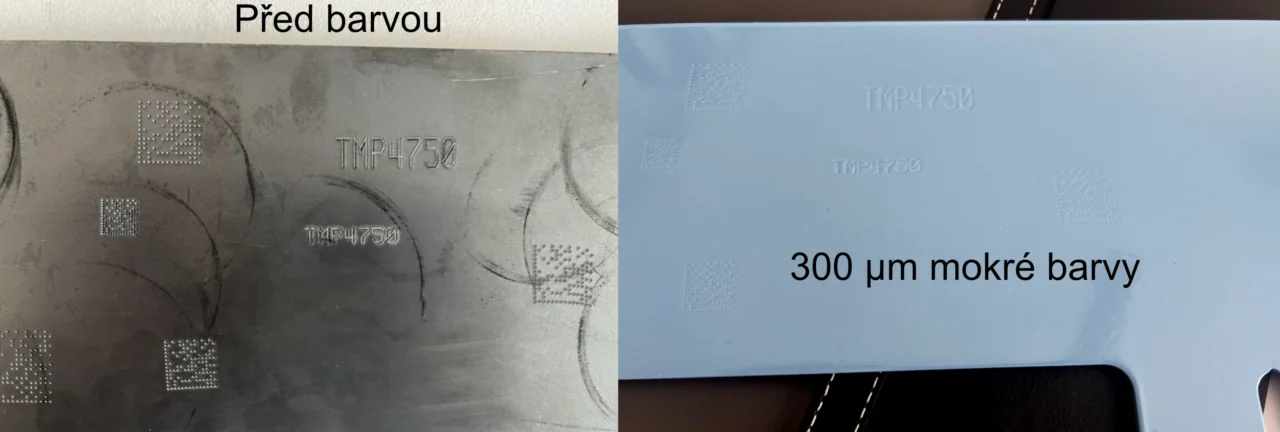
Po provedení mikroúderového značení lze zvolit prakticky jakýkoliv typ povrchové úpravy. Nejčastěji se používají zinkování, eloxování nebo prášková barva (komaxit). Důležité je dodržet maximální doporučenou tloušťku vrstvy, která by neměla přesáhnout 300 μm.
Na obrázku níže můžete vidět příklad značení provedeného elektromagnetickým strojem TMP4500 a pneumatickým mikrobodem TMP4750. Tento plech následně prošel procesem mokrého lakování s několika vrstvami barvy, přičemž celková tloušťka dosáhla přibližně 320 μm.
Mohlo by vás zajímat



© 2025 GT-Marking-Czech s.r.o. All rights reserved.